UpPhoto
UpPhoto is a high performance 2-photon resin for functional components which are fully cured directly after 3D printing and require no thermal or optical post-processing. The polymerized parts are autoclavable and non-cytotoxic according to EN ISO 10993-5:2009.

IPA– 10 min

IPA– 10 min

IPA– 10 min

UpDraft
UpDraft is a fast prototyping resin, which is optimized for throughput, it’s ideal for producing the first prototypes. The chemical reactivity of the resin allows increasing the layer spacing and thus enables ultra fast 3D printing of microparts. UpDraft is tolerant to print parameters variations, enabling fast iteration cycles.
IPA– 10 min
IPA– 10 min
IPA– 10 min

UpBrix
UpBrix is a refractive index-matched 2-photon resin. The refractive index is matched to the immersion oil of high NA objectives. It is used for ultra-high-resolution applications and is ideal for the fabrication of 2.5D patterns as wells as structural details in the micro- and nanometer range.

PGMEA – 15 min

PGMEA – 5 min

IPA– 2 min

UpOpto
UpOpto is an ultralow-fluorescent 2-photon resin featuring high optical transparency. Unlike standard 2PP resins, it has ultralow autofluorescence and transmission down to the 350nm range. The material is non-cytotoxic, certified according to EN ISO 10993-5:2009. UpOpto obtains its final properties after a UV post-curing step.
PGMEA – 15 min
PGMEA – 5 min
IPA– 2 min



UpBlack
UpBlack is a low-transmissive 2-photon resin. The visually black and non-transparent resin for 2PP printing is a real masterpiece. The material has light blocking properties in the UV and VIS spectral range. Yet, the material is transparent to NIR and IR radiation, enabling the printing of fine details. The resin is non-cytotoxic, certified according to EN ISO 10993-5:2009.
PGMEA – 15 min
PGMEA – 5 min
IPA– 2 min


UpFlow
UpFlow is a low-viscosity and low-fluorescent 2-photon resin. The optical transparency and low viscosity make the resin ideal for printing microfluidic channels smaller than 50 µm. In addition, the resin exhibits low autofluorescence and is certified as non-cytotoxic according to EN ISO 10993-5:2009. UpFlow obtains its final properties after a UV post-curing step.
PGMEA – 15 min
PGMEA – 5 min
IPA– 2 min

UpThermo
UpThermo is a high-temperature 2-photon resin. In cooperation with Cubicure, a resin with an exceptionally high heat deflection temperature HDT-B of greater than 300°C was developed. Paired with high mechanical stiffness, it is ideal for static high temperature applications. The resin is non-cytotoxic, certified according to EN ISO 10993-5:2009.


Dibasic Ester – 15 min

Dibasic Ester – 5 min

IPA– 2 min

UpSol
UpSol is a sol-gel hybrid 2-photon resin. The negative thin-film resin can be applied to the intended substrate by spin-coating or drop-casting. During printing, the resin is gel-like and therefore allows the production of complex structures with overhangs and undercuts. Besides 2.5D and 3D microstructures, free-floating elements can also be printed.

1-propanol – 15 min

1-propanol – 1 min
UpQuartz
UpQuartz is a 2-photon silica slurry. It is a nanocomposite slurry for manufacturing fused silica (SiO2) parts using 2-photon polymerization, developed in cooperation with Glassomer. Printed green parts are converted into fused silica by thermal debinding and sintering. After high-temperature treatment, the 2PP-processed parts exhibit the characteristic properties of fused silica glass.
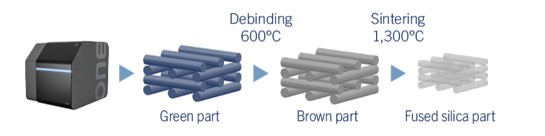
Figure 1: Process scheme of UpQuartz. The printed part (green part) is thermally debound to the brown part at 600°C and subsequently sintered at 1300°C to fused silica.
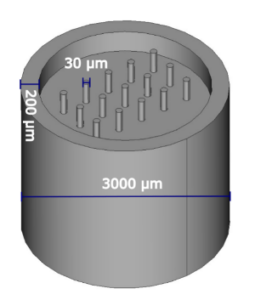
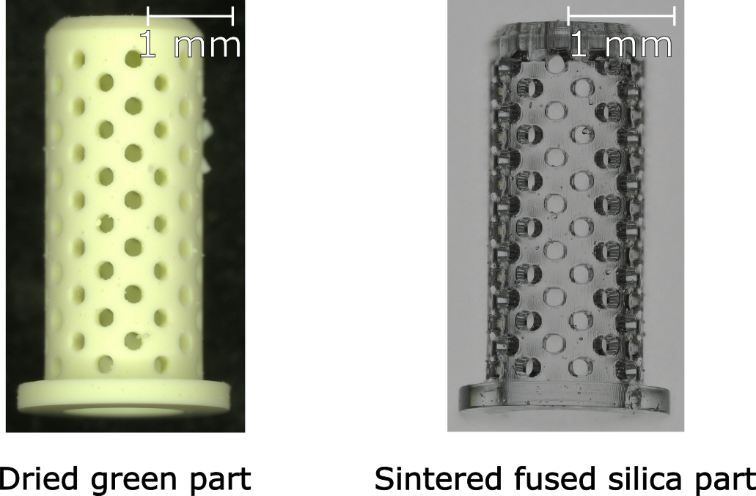
Figure 3: Representative images of a dried green part and the respective fused silica part after thermal debinding and sintering.

Figure 4: Schematic of embedded channel structures. The left image shows a 2 mm long channel with a diameter of 175 µm (not developable) and the right image a 1 mm long channel (developable).
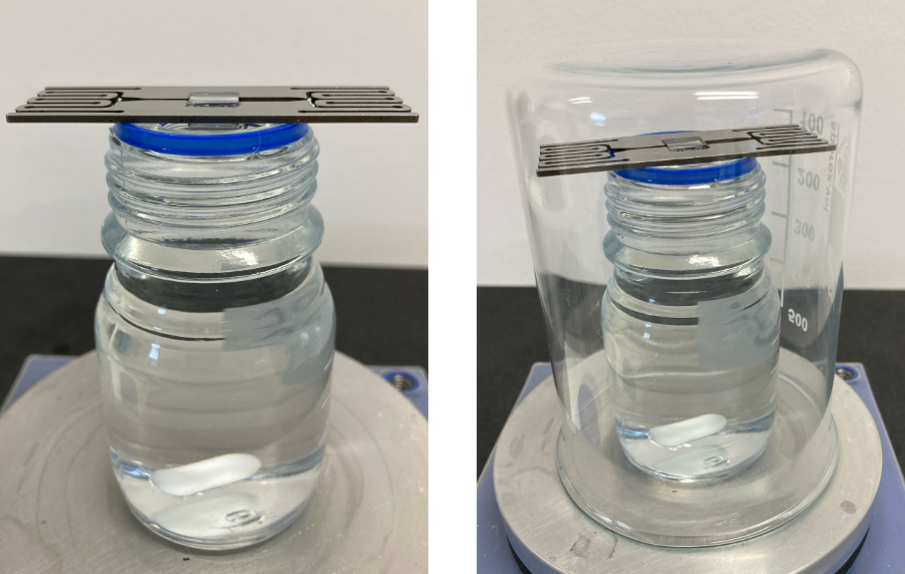
Figure 5: Exemplary set-up for upside down development of filigree and/or high aspect ratio geometries

Figure 6: Exemplary developing set-up for bulky and low aspect ratio geometries
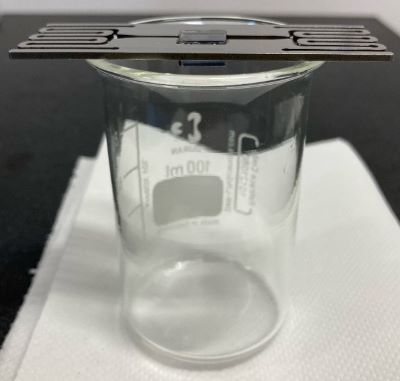
Figure 7: Exemplary set-up for upside-down drying filigree and/or high aspect ratio geometries